
The Testing Capabilities of Subscale Jet Engine Rigs – Part 1
A full-scale jet engine test provides both engineers and designers valuable and realistic data for developing and improving the design and the performances of critical rotating parts and the jet engines. However, performing a full-scale engine test is typically is an expensive and technically complicated affair.
Many engineers are still unaware of the various affordable engine test capabilities available through the use of subscale jet engines, such as oxidation/corrosion, creep/fatigue, blade high cycle fatigue (HCF), coating durability, fuel burn study, and volcanic ash/CMAS testing. In this blog, we’ll delve into oxidation & corrosion testing, creep & fatigue testing, and blade HCF testing in particular. For an in-depth look at the value of subscale testing in coating studies and oxidation and corrosion testing, be sure to check out the second part of this blog series, The Testing Capabilities of Subscale Jet Engine Rigs – Part 2.
Oxidation and Corrosion Testing
Oxidation — the reaction of oxygen in the gas stream with the surface coating or base metal of a part — is the most common form of corrosion in aircraft engines. The result of chemical reactions by various elements of the engine core gas stream, corrosion causes the surface coating or base metal of a part to deteriorate. Corrosion can also be the result of galvanic action between mating parts.
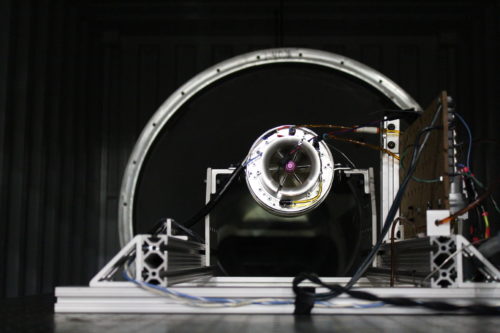
Oxidation and corrosion testing can be done more conveniently in a small scale by using an engine, and there are several ways to perform it. One can design and make a surrogate test turbine disk/bladed disk to fit in a microturbine, place a test specimen (a tile specimen or a test blade) in the exhaust gas stream, or design an extended exhaust section for the off-the-shelf turbine as a test section. Or, within the test section, a test rotor can be spun in the exhaust gas stream (by an independent drive).
Creep and Fatigue Testing
Materials, after being subjected to high temperature over a duration time may “creep”; a type of damage mechanism that results in a permanent deformation and initiation of cracks. Study of thermo-mechanical fatigue (TMF), a damage mechanism that combines the effect of the creep and the fatigue cracking, has been an active field of research amongst the aerospace community for some time. The TMF occurs when thermal and mechanical stress are cyclically applied to a part, resulting in a type of damages that shortens the useful life of the engines and hard to predict.
While there are different types of test systems available to perform creep & TMF tests, many existing test systems, such as multi-axial tensile test rig, share the challenge of designing and manufacturing representative specimen that capture the intricate geometry and the features of complex high-temperature parts, for example, blades. To further complicate the issue, the surfaces of high-temperature parts are often coated (EBC or TBC). Interaction of the coating system and the base material must be captured to accurately understand the failure mode.
By using appropriately scaled turbine blade/disk specimens and using a subscale engine as a test vehicle, such a test could provide an affordable way to study the complex failure mechanisms in more realistic and economical manner. Also, subscale engine tests can cost-efficiently combine the effect of combustion gas elements (corrosion and oxidation) with earlier mentioned heat and mechanical load effects.
Blade High Cycle Fatigue Testing
A blade failure could severely damage or destroy a jet engine, exposing the aircraft and its passengers to an extremely dangerous and often lethal situation. One of the critical blade failure mechanism is the high cycle fatigue (HCF). The HCF is driven by the cyclic load caused by the interaction between the operational loads on the blades and their dynamic responses. HCF could result in a crack and could cause a blade to fail in a very short duration of time.
Perhaps the most convenient and economical way to conduct a blade HCF test is by using a shaker table. Heating the blade helps to simulate the environment inside of the engine. However, shaker table tests severely limit the realism and it cannot capture the complex dynamics effects, such as the damping and response of CF loaded joints and traveling waves. To combine the effect of CF load to a shaker table test, engineers need to design a “representative” specimen shapes that can be mechanically pulled while retaining a “representative” dynamic response and loading conditions to the feature of interest.
Historically, HCF has been a more prevalent problem for fan and the blades in the cold stages of the turbines (compressor). Driven by the efforts in reducing the component weight and improving the compressor performances, testing of the high-pressure compressor and lower turbine blades in elevated temperature HCF environment has become an interest of study for some engine OEMs. Traditionally, thicker and stubbier high-pressure turbine blades have not been a subject of HCF, however, this may change with the emergence of extremely high-temperature capable materials, such as CMC, that could open the opportunities for designing a thinner, lighter hot section blade technologies that would significantly cut weight and boost performances.
A full-scale engine test would be a more realistic way to study HCF behavior but it would be very expensive. The use of a subscale engine could be a more affordable alternative – especially for a concept validation or R&D works. Subscale engine can be modified by using a purpose designed vanes, bladed rotor assemblies to study the HCF. Compare to the full-scale engine, it would be much easier to install and manage necessary sensors and instrumentation on a subscale engine. Spin testing might be a good option for HCF and blade dynamics testing, but we will leave this topic out for the interest of brevity of this blog.
The Benefits of Small Rig Testing
Subscale jet engine rig testing can be completed in a few months, whereas full-scale testing can take years. In fact, depending on number and complexity of tests required, most subscale testing can be completed in just two weeks. Easy customization provides an added bonus, enabling greater flexibility and quicker adjustments, and data from the tests are easier to compare with the model, allowing for greater insight into the condition of the engine. Also, these tests allow designs to be built from the ground up after engineers have a better understanding of test results — ensuring a top-quality, reliable design.
Learn More
To learn more about the benefits of small rig testing and the various jet engine testing capabilities available, download our free eBook, “The Importance of Subscale Jet Engine Testing.”

For information on how small-scale tests can help with your specific needs, contact our team of experts today.